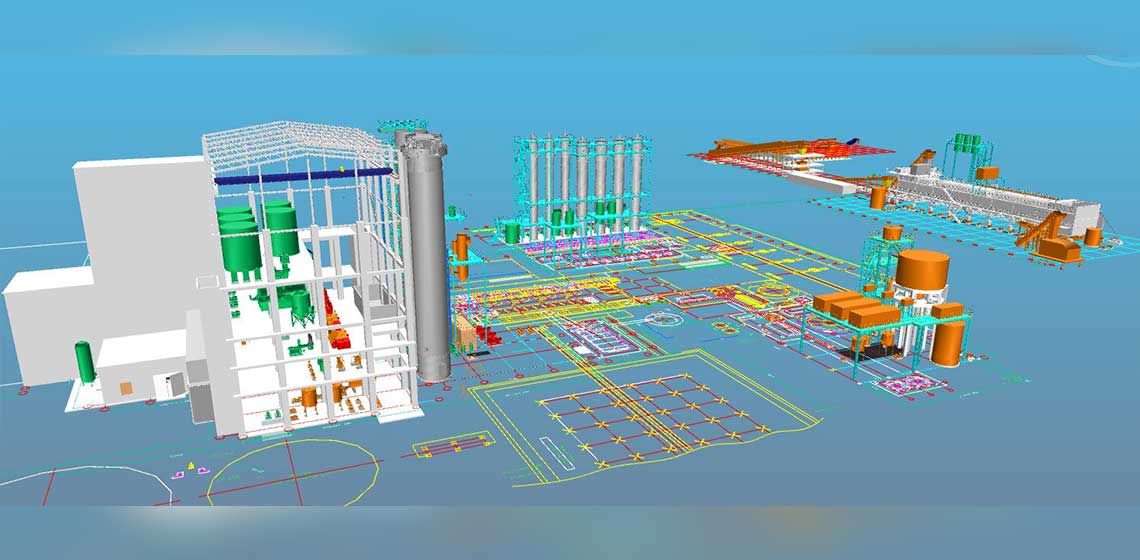
EPC solutions for individual plant components or whole factories in the sugar and food industries.
BMA - a Partner you can rely on throughout all project phases.
Whether you need help with financing, factory planning, standard construction, mechanical or plant Engineering - with BMA, your large-scale project is in safe hands right from the start.
Whatever your setup, our project management ensures that everything runs smoothly, from planning to delivery and installation and to project handoff.
Our references below are simply examples of the many projects we have completed in the past 160 years. Good reasons to be proud, we think.
BMA extraction plants offer maximum extraction rates coupled with low investment and maintenance costs for both sugar beet and sugar cane.
Efficient energy use in the processing of renewable raw materials.
BMA evaporation plants are perfectly tailored to the overall process, thus ensuring energy efficiency in sugar factories and refineries.
Beet and cane sugar factories and sugar refineries worldwide rely on continuous crystallisation plants (VKT) and cooling crystallisers from BMA for perfect sugar crystallisation.
Centrifugals are the most dynamic type of machinery used in sugar production. At high rotational speeds, the sugar crystals are separated from the mother liquor. In the design of our centrifugals, our top priorities are excellent performance, as well as a long service life and outstanding reliability.
Beet and cane sugar factories and sugar refineries worldwide rely on BMA machinery and equipment for the drying and/or cooling of refined sugar, white sugar, and VHP and VLC sugars.
From the first idea to the planning and implementation, to maintenance, process optimization and modernization, we assume responsibility for the entire life cycle of equipment and are engaged with an expert level service portfolio.
Four hundred new factories and several thousand standalone solutions for the international sugar industry are evidence of our passion for innovation and our experience
Every question deserves an answer. Every process, the right perfomance.
Our project management teams support sugar producers and investors during all phases of plant installation.
At your request, we will handle the complete assembly at the destination. Please contact us for details.
Our BMA experts will also assist you in the first start-up of the plant and instruct your personnel how to operate the new process equipment.
BMA offers courses on all topics related to sugar production, machinery, equipment and process components. For newcomers and those with experience.
Our range of expertise extends across the entire portfolio of the BMA Group, including automation hardware and software solutions.
BMA Automation will handle your entire project, from the initial consultation to commissioning, and for the entire life cycle management of your plant automation system. Your benefits include: expertly trained staff, global availability of services, and the comprehensive technological experience and expertise of the whole BMA Group.
BMA is advanced engineering Made in Germany and proven process expertise from raw material delivery to the packaging of the final product. Our innovations provide security of investment and ensure progress in the sugar industry.
For many years, we have been testing new and innovative methods for customers in the BMA laboratory and pilot plant.
Demand for crystalline forms of sugar substitutes is growing. As an integrated solution provider, we assist you in developing and implementing your project – from the laboratory to the pilot plant and ultimately to planning and delivering complete industrial plants.
As the service competence center within the corporate group BMA Assistance serves with heart and soul. Our objective is clear: To get the most out of your investments whilst maintaining safety and efficiency, around the clock and across the entire life cycle of your factory.
Because of their size and complexity, some BMA machinery and equipment can only be shipped as assembly kits. In these cases, BMA offers full on-site assembly by qualified technical staff.
BMA Assistance offers service agreements with various scopes of services. Alternatively, we let our customers compile their own service package, precisely tailored to their budget and safety requirements.
We are continuously expanding our range to offer you even more innovative upgrade options.
“We care green” starts at home: since January 2026, the BMA head office in Braunschweig has been supplied exclusively by…
BMA and the Indonesian sugar producer PT Angels Products, a subsidiary of PT Pasifik Agro Sentosa, have enjoyed a close…
In recent years, several cane sugar factories have installed vertical continuous vacuum pans (CVPs) with mechanical…
BMA GmbH announces that Dr. Arend Wittenberg has, by mutual agreement, ended his position as Managing Director effective…
As 2025 draws steadily to its end, we look back on an eventful year full of changes and challenges. BMA wishes joyful…
What our customers across the globe value above all is a reliable local contact. Which is why BMA makes sure its agents…
At BMA we do our best to measurably reduce the ecological footprint in sugar production. Our plants and processes are…
José Garrido, our product manager for centrifugals, explains why batch centrifugals from BMA are so popular in the sugar…
In the sugar manufacturing process, clarified juice is concentrated from ~12 Bx (dry substance content) to ~70 Bx in…
BMA Unites Efforts for Decarbonization. Responsibility for the environment and the climate has been a central part of…
In sugar factories, space is often limited and the installation of large equipment therefore requires careful…
It has long been realised that diversification is inevitable for sustainable growth. Whereas raw sugar is still the main…
We have reason to celebrate! The reputable business news magazine WirtschaftsWoche has included BMA in its ranking of…
Effective May 1, 2025, Uwe Altena will be the new CFO/COO of the company. With almost two decades of experience as a…
Smart studies and quick scans are extremely effective tools when it comes to assessing and evaluating key performance…
It has a compact design, but a huge impact: the slurry mill from BMA. Recently commissioned at the Lantic sugar refinery…
For a stronger technology partnership with BMA: ten new E1810 type centrifugals have been delivered to Cosun Beet…
The new vertical continuous pan (VKT) built by BMA for American Crystal Sugar Company (ACS) in Drayton, North Dakota,…
Welding requires technology, but also far more: precision, creative solutions and, above all else, team spirit. Marisa…
Since joining BMA in March 2004, Hans has been dedicated to serving the North American market from his office in…
We’re delighted to announce a revival of our “Wishing Tree” campaign, this year in an extended format. Following the…
Dhaka Sugar’s new refinery in Bangladesh is almost ready to start sugar production. One key element in its successful…
Today we would like to introduce you to Irma Geyer. She is the Key Account Manager of the Südzucker Group, Tereos Group,…
For about one year, BMA has been assisting Wanze sugar factory, a member of the Südzucker Group, in a special project:…
For the Tereos Group, innovative technologies and high processing capacities are not the only major factors in a…
Today we would like to introduce you to Dirk Schneider. He is responsible for the BMA market in SEA and Pacific and a…
At BMA, we appreciate every opportunity to meet colleagues from the sugar industry face to face. The SASTA Congress in…
From 5,000 to 10,000 tpd of beet: the Bor Şeker sugar factory in Turkey is planning to double its daily processing…
With a detailed basic concept and specific technology improvements, BMA is helping Canal Sugar in Egypt reach its huge…
Ten years ago, BMA played a key role as the EPCM partner in the construction of the Etihad sugar refinery in Iraq. Now…
On the day the German constitution or Basic Law turned 75, BMA’s workforce made a strong statement for democracy and…
A first: since the start of the year, a molasses-massecuite mingler (MMM) from BMA has been in operation in a sugar…
Interview with the CEO of BMA, Dr. Arend Wittenberg, published in Sugar Industry No. 3 (2024).
On the fast track with BMA: as sponsor of the university of Braunschweig’s Lions Racing Team in the 2024 Formula Student…
From Braunschweig to Queensland: A falling-film evaporator from BMA has found its place in the Australian state,…
At BMA we are always on the move – and not only when it comes to engineering services or the manufacture of equipment…
They represent two generations of site supervisors at BMA: Rainer Tesch can look back on a career in this field spanning…
We are highly delighted: Achieving the 5,000-follower mark on LinkedIn is an important milestone for BMA. It shows our…
The Angolan Carrinho Group is pursuing its aim of strengthening domestic food production to reduce dependency on…
Change of the legal form of BMA Braunschweigische Maschinenbauanstalt AG into a limited liability company (GmbH)
Our automation expert Eduardo Lima will give you a live demo of our interface for the BMA K-3 continuous centrifugal…
BMA technology helps Angren Shakar sugar factory in Uzbekistan increase output from 1,000 to 1,400 t/d, strengthening…
The year 2023 is steadily drawing to a close and we can look back on an eventful and challenging year full of change at…
Uwe Schwanke, who for many years sat on the Board of Directors at BMA Braunschweigische Maschinenbauanstalt AG, has…
Automation revolutionises the sugar industry! BMA uses two welding robots to optimise production & provide a better work…
Environmental management system certified – carbon footprint to be reduced by 4.2 % per year.
We were thrilled to welcome our customers from Ingenio La Union, Guatemala. The purpose of their visit? To see our VKT…
While a sugar factory’s location, processing capacity and technological processes determine its success to some extent,…
Precise planning, coordination and implementation are key factors in the success of a sugar factory upgrade. BMA takes a…
A drone has captured spectacular video images of the BMA workshops, showing them from a completely new angle.
BMA has joined a movement founded by ABB Motion to innovate and act for a more energy-efficient world.
Starting with a basic concept followed by basic and detailed engineering, and finally the supply of machinery and…
Unlimited quality: Indonesia-based PT Angels Products relies on high-quality equipment from BMA. With this latest…
The Minn-Dak Farmers Cooperative in Wahpeton, North Dakota, USA, and BMA can look back on a long-standing partnership,…
An extended model of a diffuser extraction process is developed, which defines the extraction process of the diffuser in…
Recently, an XXL delivery took place for a customer in Great Britain. A BMA falling film evaporator starts its journey…
Falling-film evaporators (FFE) have been adopted as a standard feature for juice evaporation in beet sugar factories for…
This news is to inform you that several areas of Germany including Brunswick, being the location of our head office,…
New line-up at BMA Braunschweigische Maschinenbauanstalt AG: the Supervisory Board has appointed Dr Arend Wittenberg as…
BMA has received a new order for the manufacture and supply of 17 centrifugals from Pantaleon Group, one of Latin…
The German Red Cross (DRK) has received a donation from BMA for their work in the earthquake-affected areas in Turkey…
A new chapter in this success story: Angren Shakar has placed an order with BMA for expansion of its refinery in…
First seed massecuite – higher product quality, lower energy consumption. BMA plans, manufactures and commissions…
BMA reaches 4,000 followers on LinkedIn – thank you so much for your interest! You can also stay up to date if you…
BMA Amerika: another good year at the new site. More orders thanks to service and spare parts business for the sugar…
In December 2020, the Minn-Dak Farmers Cooperative beet sugar factory in Wahpeton, North Dakota, USA, decided to upgrade…
BMA has been commissioned to supply a sugar refinery to Oman. The refinery will be characterised by state-of-the-art…
On top form thanks to retrofit. Cutting-edge automation technology from BMA for Taiwan Sugar Corporation equipment.
On-site trade fairs for the sugar industry have returned. We at BMA are highly delighted and are busily engaged in…
BMA extraction tower for Tienen sugar factory: High capacity, considerable CO2 savings and processing of 14,500 t/d…
BMA repairs extraction tower. BMA is known for superior quality and durability. And if a problem does arise, our service…
BMA is in charge of much of the work involved in the construction of the new 3,000 tpd sugar refinery for Dhaka Sugar.
BMA is in charge of training for the Dhaka Sugar team. It started off in quite unusual circumstances – as a remote…
In May 2021, the Oman Sugar Refinery Company placed an order with BMA for supply of a sugar refinery. The customer is…
In October of this year, it was finally possible to hold the BMA Agents Meeting once more as an in-person event. The…
BMA supplies E1810 centrifugals to sugar producer Magyar Cukor in Kaposvár. These centrifugals have a range of benefits.…
BMA has been commissioned by the La Providencia sugar factory to plan an increase of its cane processing capacity.
Excellent performance test results for our new massecuite pumps
Together with the BMA Board of Directors, Dr Dirk Steinbrink and Mr Uwe Schwanke, AUCTUS is planning to continue the BMA…
The global sugar industry relies on the continuous centrifugal from BMA.
Centrifugal retrofits – plant upgrades. Upgrade your centrifugal control systems for campaign success and lower…
Sugar beet campaign support. BMA campaign service for emergencies. Repairs during the campaign. Repairs and servicing of…
Online training sugar industry. BMA offers training courses on topics including sugar beet extraction, sugar cane…
BMA agents' conference
Newsletter sugar industry. BMA expands its range of digital services, offering webinars, online presentations & a…
digital sugar industry
BMA commissions new sugar refinery for Zucarmex in San Diego. With our remote solution, the professionals from BMA were…
BMA Ukraine
Refinery technology from BMA for China’s most cutting-edge sugar factory owned by Dafeng Yinmore Sugar, a subsidiary of…
BMA patents in the sugar industry – optimised BMA processes significantly improve performance and innovative BMA…
BMA supplies E1810 centrifugals to Kayseri Sugar Factories Inc. The new centrifugals use less energy and produce more…
New user interface for E series and K series from BMA. BMA sets new standards in the sugar industry. Customer…
BMA cooling crystalliser facelift. Very good long-term heat transfer. Excellent self-cleaning effect. Considerably…
Gamification approach is used to encourage “learning by playing”? One not entirely new concept is the so-called…
BMA delivers three K3300 continuous centrifugals to Agrana Zucker GmbH for upgrading the centrifugal station for…
Kapal Api have now commissioned BMA to supply the basic concept and basic engineering for construction of a cane sugar…
BMA centrifugals with remote access for GPT. With the great participation of our customer, our first remote…
Everything for Canal Sugar. From beet washing to the refinery, on an area measuring 60 m in width and up to 700 m in…
In close collaboration between BMA Russia and BMA Braunschweig, we assembled and commissioned a new sugar drying plant…
BMA started to develop a comprehensive digital platform two years ago. Its name: smart4sugar. smart4sugar forms the…
Several years ago, the American Crystal Sugar Company (ACS) started to systematically modernise their Drayton, North…
At the start of the project, BMA prepared a basic concept for the refinery process, focusing on the evaporator station…
A first falling-film evaporator (FFE) for use as the first effect was commissioned in 2018. Because of the low ceiling…
By now it is a good Tradition to introduce members of the BMA team. This time we talk to Caroline Ulsamer, one of the…
BMA is working on a study on the crystallisation behaviour of solutions containing xylose or xylitol for the Finish…
Nordzucker expanding and upgrading their sugar house – with the help of BMA. They wanted to replace the existing batch…
A new chapter in a successful collaboration: because of the COSUMAR Group’s positive experiences with equipment from…
BMA has completed a brand new mini refinery for Sucro Canada in with a DVK, strike receiver, E1390 centriufugal, drum…
BMA was main contractor and supplied an extraction plant, sugar-end equipment and bagging station for the sugar factory…
New technologies and ways of improving the sugar process by optimising energy consumption in a mexican sugar plant. BMA…
Optimizing energy efficiency is one of our goals. In 2020 we were successfully certified according to the ISO 50001:…
The intranet-based BMA Enterprise Quality Management links all employees of the BMA Group. In the office, at a customer…
The BMA sugar research centre also plays a major role. Frequently, there is not enough information about the properties…
Dr Omkar Thaval works as a Senior Technologist in the Engineering department at BMA AG in Braunschweig. In this…
BMA America moved from Greeley to Charlotte, North Carolina. This is the result of a fundamental review and evalutation.…
Buying a new sugar centrifugal is an investment decision that requires careful consideration, not just in times when…
BMA has been doing business in Nigeria for about 40 years. We played a major role in building the country’s first cane…
At the Kaset Phol cane sugar factory site, located between the cities of Khon Kaen and Udon Thani in the north of…
BMA Russia has been consistently expanding the manufacture of technical equipment. As a result, far more locally…
The Ukrainian PAO Salivonkovsky Sugar Factory had set itself a number of goals: upgrade its drying plant for beet pulp,…
In our Braunschweig / Germany workshops, a Robot-based production system that forms part of a new production line at…
This article gives you an overview of more than 150 years developent of different BMA Centrifugal types. It starts with…
What innovations are there for sugar? The BMA Board of Directors talks about future developments in the sugar industry…
New sugar factory in Egypt from BMA – the Al Nouran sugar factory in Egypt was commissioned in spring 2018.
BMA boosts the development of sugar beet business in China with the construction of a 5,000 t/d sugar plant. The first…
Success: Dafeng Yinmore Sugar’s refinery has started production. Products supplied by BMA included a VKT, three…
Molasses-massecuite mingler technology from BMA has conquered the Latin American market. The MMM enhances treatment of C…
BMA increases the capacity of a VKT in Latin America by adding a chamber, making it the first 5-chamber VKT on the…
New falling-film evaporator from BMA replaces plate pack design. The new FFE responds immediately to process load…
New drum dryer and cooler from BMA for North Dakota helps the factory cope with the large differences in temperature…
Increasing the capacity of a sugar factory in Ukraine: upgrade of the drying system with addition of a vertical…
First falling-film evaporator from BMA in Australia requires less cleaning and reduces steam consumption and sugar…
The concept for juice purification from BMA: increases purity of the thin juice, requires less СаО, and reduces…
First stage of the Al Reef sugar refinery project successfully completed, thanks to the latest machinery and equipment…
Better energy economy and higher output: four falling-film evaporators and a VKT for the SUTA sugar factory.
New capabilities at Dobrovice: BMA replaces the old cossette mixer with a new extraction plant with a higher processing…
First Nigerian sugar symposium: BMA assists Nigerian sugar producers in making Nigeria self-sufficient in sugar.
Digital technologies in the sugar industry: With smart4sugar, BMA is working towards connecting machinery and plants,…
BMA Symposium in Braunschweig: a panel discussion with the title "Smart enough?” on the sugar industry in the digital…
smart4sugar: data analysis for better decision-making, availability of operating data from anywhere, greater efficiency.…
smart.sequencing – a smart operation control system for batch centrifugals that considerably reduces the operator’s…
BMA has developed a system for automated dosing of flocculants. For better dewatering and low-cost disposal of sewage…
Passion for Progress: BMA promotes innovation and achievements. Continuous improvement centres on centrifugals from BMA.…
Automation for better crystallisation results. Better sugar quality and less energy consumption in cane sugar factories.…
BMA makes important contribution to the food industry: laboratory tests assess the crystallisation properties of sugar…
Perfectly divided: cycle time manufacturing of centrifugals at BMA for high-quality products, short lead times, high…
BMA Russia is the largest engineering firm in the sugar sector in Eastern Europe: consulting, manufacturing, automation,…
Face-to-face discussions with customers and partners at the Fenasucro & Agrocana fair in Brazil. BMA's smart4sugar…
Engineers from across the globe meet at BMA’s Braunschweig site to share experiences and knowledge.
#TeamBMA is an international football team: the BMA team unites colleagues from Australia, Brazil, Cameroon, El…
Careers at BMA – good staff are a key element in BMA’s success. Which is why we’re committed to future-proof,…
BMA MENA moves to new offices in Tunis at a strategic site, the Kheireddine business district in the north of the city. …
A BMA employee talks about his passion, ballooning. In this article, we join him on his journey.
BMA Board of Directors talk about factors of success in the sugar industry. From extraction to sugar drying: new plants…
BMA builds impressive sugar refinery for Dafeng Yinmore Sugar, including batch pans, a vertical continuous pan and a…
Successful Engineering Network from BMA provides basic engineering, detailed engineering and piping design. The Yunnan…
Complete solutions from BMA for high efficiency in the sugar and food industries. The best equipment for more than 600…
Basic and detailed engineering from BMA for Mitsui Group’s cane sugar factory in Thailand: more efficiency, improved…
Dryers from BMA for better cost and energy efficiency of beet sugar factory at Hrebinky, Ukraine. Residual moisture:…
Batch pans, dryers, cooling system, centrifugals, distribution mixers: BMA equipment for Nigerian cane sugar factory;…
Ethiopian sugar factories rely on cane diffusers from BMA. The benefits: better performance and availability, less…
Batch pans, pumps, centrifugals, dryers and a diffuser: Indonesian refineries upgrade capacities with plants from BMA.
Batch and continuous centrifugals: BMA AG and BMA Brazil supply Brazilian market. Development of local engineering…
Experts in engineering, project management and manufacturing: BMA America builds trommel screen for successful Gold Rush…
Success with cooling crystalliser from BMA: increased output for sugar factories in El Salvador, India, Mexico and…
For better digital transformation and automation of processes: growing expertise at BMA Automation benefits the sugar,…
Extraction towers for the beet sugar industry: a pioneering effort by BMA. Extraction plants in use in 33 countries.…
Document management system from BMA: web-based DMS for better data flows and more transparency. IEC standard 61355-1…
Prefabrication, forming and surface finishing: large-volume BMA plants benefit the sugar industry and the transport and…
New massecuite pump from BMA: DRP series for pump volumes of between 2 and 120 m3/h. Two-chamber design for better flow…
Engineering – manufacturing – project management: BMA’s international network of expertise proves a success; equipment…
After-sales service from BMA: maintenance and repairs for better plant availability in sugar factories. Centrifugal…
New K3300 continuous centrifugal from BMA: perfect for smaller sugar factories with its compact size, high throughput…
R & D department at BMA: engineering and design experts drive technological innovations in the sugar industry.
Corporate social responsibility at BMA: IHK Braunschweig rewards CSR initiative. Lower Saxony Foreign Trade Award for…
BMA China in the heart of the cane sugar industry is growing: new subsidiary BMA Nanning and new workshops at Nanning’s…
For the latest news and developments in the sugar industry: trade fairs and conferences. Expert teams include sugar…
Management of the BMA Group: Uwe Schwanke, Dr Rolf Mayer, Dr Christian Beer (Germany). Alan Kincaid (USA). David Chen…
BMA employees get involved in charity projects: fire engine pulling in Wolfenbüttel. Large BMA team at the Braunschweig…
Evaporator station from BMA improves performance of Kirsanov sugar factory in Russia. More energy efficiency thanks to…