
Pumps of various types can be found in many places throughout a sugar factory: centrifugal pumps, for instance, move cossette/juice mixtures, and positive-displacement pumps discharge runoff. Then there are massecuite pumps. They move crystal suspensions, so-called massecuites, between, say, the vertical continuous pan and the centrifugal station or the cooling crystalliser.
01.07.2018
Looking after the crystals
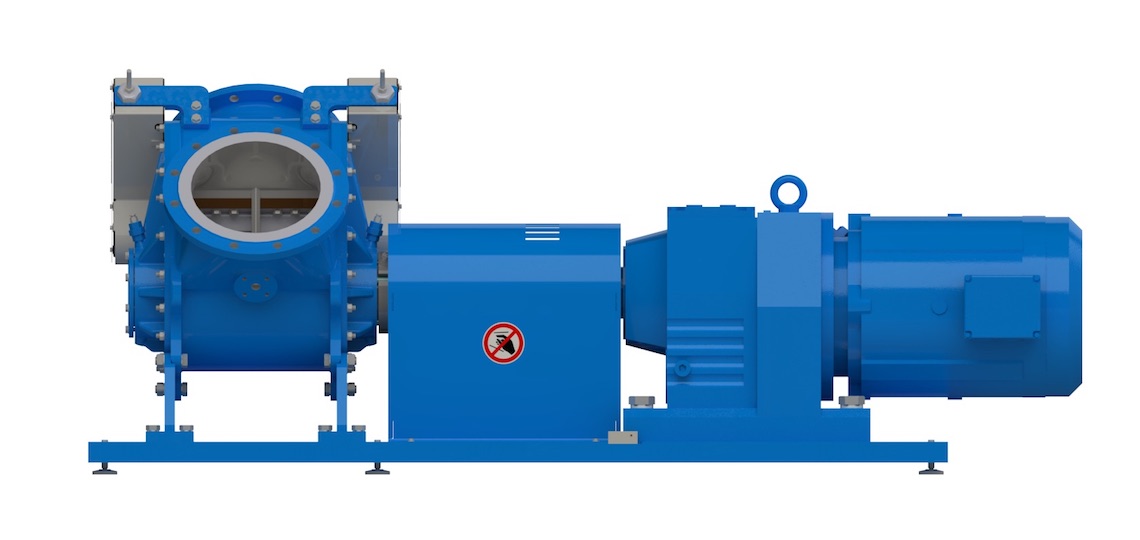
New level of development for massecuite pump from BMA
Massecuites are highly viscous. They consist of a sugar crystal and syrup mixture with a very high crystal content. The appearance of A-product massecuite is somewhat like crystallised honey, while C-product massecuite looks almost like liquid asphalt. BMA has developed its new DRP series of massecuite pumps especially for this type of massecuite and its particular characteristics.
The pumps’ operating principle is that of a rotary piston pump with a scraper: the scraper glides across the piston, dividing the pump into a suction side and a discharge side. As the piston rotates, massecuite is sucked into the pump and moved to the discharge side.
A number of valuable benefits
In the development of our DRP series, we managed to optimise the shape of the piston and scraper by analysing in detail the processes in a pump. The result: the scrapers have a very small volume compared to their outer diameter. That makes the chambers containing the massecuite very large by comparison. With every rotation of the pump, a large amount of massecuite is moved from the suction side to the discharge side. That has a whole range of valuable benefits.
Gentle on the crystals
Given the favourable conditions inside the pump, the moving of the massecuite is extremely gentle on the crystals. Compared to the volume, there are so few gaps of such small dimensions that hardly any crystals are crushed. A major benefit of the large chamber volume: if large lumps of sugar are loosened in the upstream crystallisers, such as during cleaning, they are simply moved to the pump, where they can be broken up and moved on. This prevents blockages of the suction pipe, as well as reducing the likelihood of the pump becoming blocked by foreign bodies.
Pumps with a long service life
BMA has designed all of its DRP-series pumps with two chambers. The two chambers move massecuite with a phase shift of 90 degrees, which results in an extremely even flow rate. It minimises the strain on and wear of the massecuite pumps and the connected piping. The slow rotation of the pump helps prolong the service life of its components. DRP-series pumps are sturdy, so restarting a full pump even after a prolonged downtime is no problem.
Easier maintenance
By taking off the pump cover, you can access the piston and scrapers, and the plain bearings inside. The shaft seals are easily accessible from the outside. And because the same wear parts are used for different pump sizes, the DRP series also scores in terms of logistics.
Five different sizes
With its five sizes, the DRP series can accommodate pump volumes of between 2 and 120 cubic metres per hour. Two pressure levels of 5 and 10 bar are available. For installation of the pump, customers can choose between two shaft positions (right or left).
There is a 90 degree angle between the suction and discharge sides. Three settings are possible between the horizontal and the suction branch: 0, 45 and 90 degrees; the setting can easily be changed
later. Once the screw connection with the pump base is loosened, the pump can simply be tilted.
Pump sizes DRP10, DRP25, DRP45, DRP75 and DRP120 will be available from mid-2018.