DRP120 from BMA: high throughput, long service life
Excellent performance test results for our new massecuite pumps
The new series of massecuite pumps from BMA started off as a medium-sized design, which could then be scaled down for smaller pumps or scaled up for larger models. While careful design and thorough testing at the intermediate stages do ensure successful implementation, only a final performance run will bring certainty that a development goal has been reached.
BMA develops new massecuite pump
Massecuites are highly viscous. They consist of a sugar crystal and syrup mixture with a very high crystal content. The new DRP series of massecuite pumps from BMA has been developed especially for these media and their particular characteristics.
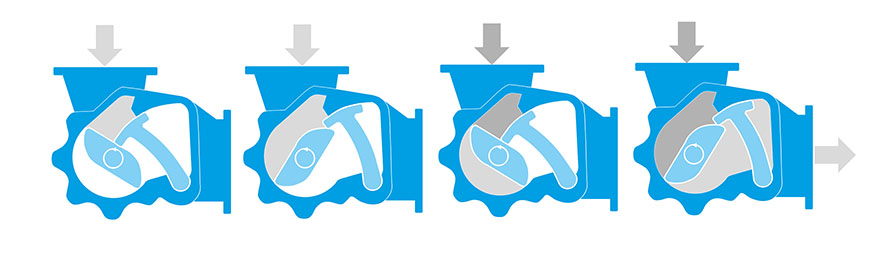
Their operating principle is that of a rotary piston pump with a scraper: the scraper glides across the piston, dividing the pump into a suction side and a discharge side. As the piston rotates, massecuite is sucked into the pump and moved to the discharge side. To ensure an even flow and minimal vibration in the pipes, the pump uses a dual-chamber principle and the rotary pistons have been positioned at a 90 degree angle. The large volume of the DRP pumps enables low rotational speeds of the rotary pistons and thus particularly gentle transport for the sugar crystals.
New DRP pumps from BMA in five sizes
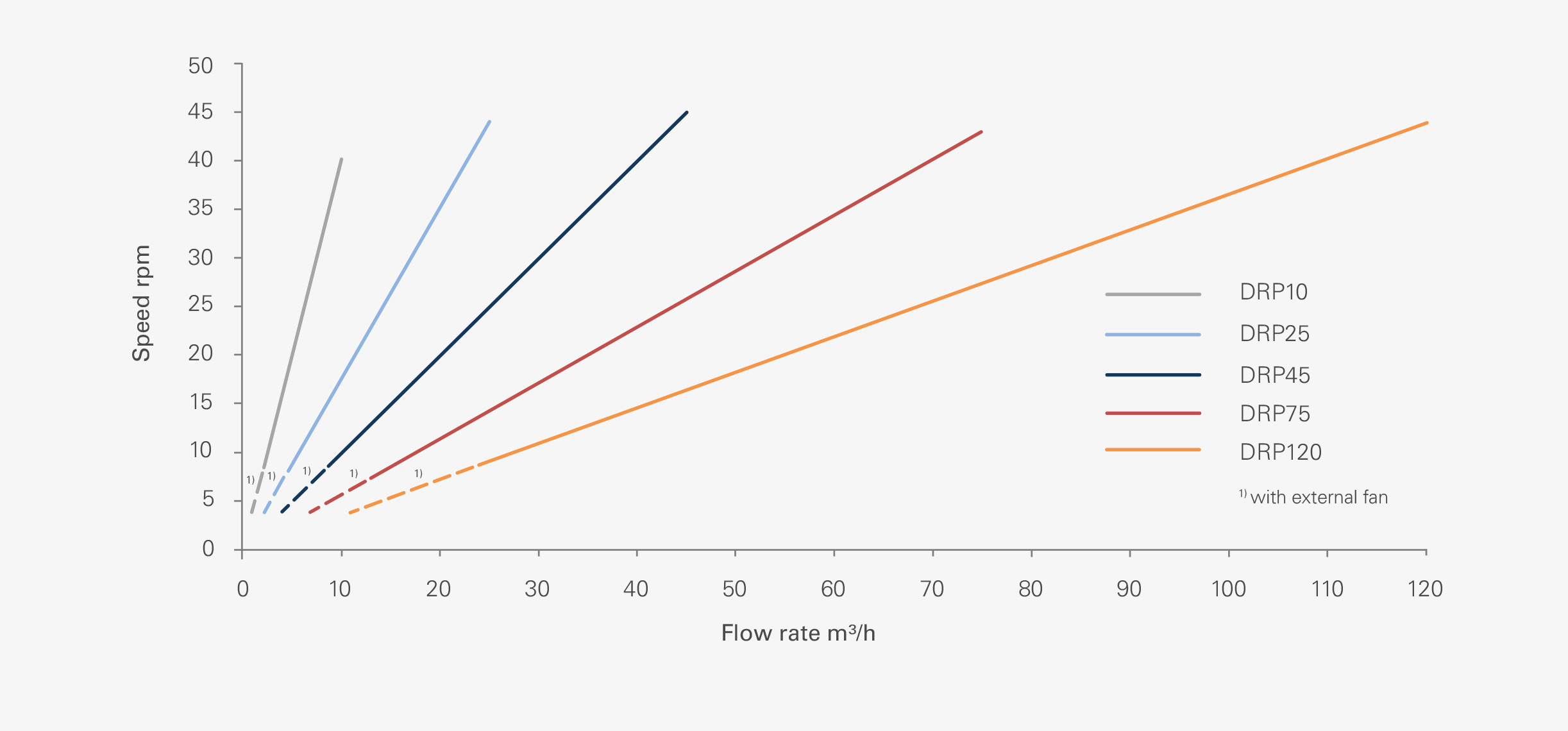
Taking into account these parameters, a medium-sized prototype was initially built and extensively tested in a sugar factory. The next step was to derive five model sizes through scaling up and down of the prototype. As a result, DRP pumps are now available in sizes DRP10, DRP25, DRP45, DRP75 and DRP120, covering a wide range of pump volumes from 2 to 120 m³/h.
To be sure that a newly developed pump meets the development goals, a performance test that includes the relevant measurements is required. This was particularly tense with the largest DRP pump size, the DRP120: not only does it move large volumes – it is also 2.6 times the size of the prototype design, so it was possible that not all influencing factors of practical operation had been taken into account.
DRP120: performance run at the Cumra factory
BMA supplied five DRP120 massecuite pumps to Konya Seker A.S.’s sugar factory at Cumra, Turkey, for the 2021/22 campaign, where they will transport A-product and B-product massecuites. The installation and production conditions were such that one of the installed pumps for A product could be used for the performance run. This focused on the flow rate as a function of the speed, which should be strictly linear for a volumetric pump such as the DRP type.
For the performance run, a flow measurement gauge was installed in the massecuite pipe of the relevant pump. This determines the actual flow rate as a function of the pump’s speed. Pressure sensors also provide information on the difference in pressure between the suction and discharge sides, which has to be overcome when A-product massecuite is pumped from the strike receivers to the centrifugal platform.
Outstanding performance by the DRP120: 120 m³/h volumetric flow rate
With their large chamber volume, the massecuite pumps from BMA offer high volumetric flow rates at low speeds. In the performance run in January 2022, the target volumetric flow rate of 120 m³/h was even exceeded, at a speed of just 43 rpm. This successfully completes development of the DRP pump series.
Depending on the amount of massecuite, the pump runs at a considerably lower speed in operation than its nominal speed. An particularly long service life with very little wear can therefore be expected.