BMA - ein Partner, auf dessen Dienstleistungen Sie sich in allen Projektphasen verlassen können.
Ob Finanzierung, Fabrikplanung, klassischer Gebäude- oder Anlagenbau – bei BMA ist Ihr Großprojekt von Anfang an in den besten Händen.
Wie immer Ihr Setup ausfällt, mit unserem Projektmanagement stellen wir einen reibungslosen Ablauf von Planung, Lieferung und Errichtung bis hin zur Objektübergabe sicher.
Unsere vorgestellten Referenzen stehen daher stellvertretend für alle Projekte der zurückliegenden 160 Jahre, auf die wir zurecht stolz ein dürfen.
BMA-Extraktionsanlagen bieten sowohl für Zuckerrüben als auch für Zuckerrohr höchste Extraktionsraten bei niedrigen Investors- und Wartungskosten.
Effiziente Energienutzung in der Verarbeitung nachwachsender Rohstoffe.
BMA-Verdampfanlagen sind optimal auf den Gesamtprozess abgestimmt und stellen so die Energieeffizienz in Zuckerfabriken und Raffinerien sicher.
Kontinuierliche Kristallisationsanlagen (VKT) und Kühlungskristallisatoren von BMA werden zur optimalen Kristallisation von Zucker weltweit in Rüben- und Rohrzuckerfabriken und in Zuckerraffinerien eingesetzt.
Zentrifugen zählen zu den dynamischsten Anlagen in der Zuckerproduktion. BMA legt bei der Konstruktion von Zentrifugen höchsten Wert auf ausgezeichnete Leistungswerte, Lebensdauer und Betriebssicherheit.
BMA-Anlagen werden zur Trocknung und/oder Kühlung von Raffinade, Weißzucker sowie VHP- und VLC-Zucker weltweit in Rüben- und Rohrzuckerfabriken wie auch in Zuckerraffinerien eingesetzt.
Von der Idee über deren Planung und Implementierung bis hin zur Instandhaltung, Prozess-Optimierung und Modernisierung übernehmen wir Verantwortung für den gesamten Lebenszyklus von Ausrüstungen und engagieren uns mit einem Dienstleistungsportfolio auf Expert-Level.
400 neue Fabriken und viele Tausend Einzellösungen für die Zuckerindustrie weltweit zeugen von Innovationsfreude und Erfahrung
BMA bietet ein umfassendes Engineering-Programm für Neuanlagen, Kapazitätserweiterungen und Optimierungen.
Unsere Projektmanagement-Teams betreuen Zuckerproduzenten und Investoren in sämtlichen Leistungsphasen der Anlagenerrichtung.
BMA übernimmt auf Wunsch die komplette Montage direkt am Bestimmungsort. Nehmen Sie Kontakt auf!
Unsere BMA-Experten stehen Ihnen auch beim ersten Anfahren der Maschine zur Seite und weisen Ihre Mitarbeiter in die Prozesstechnik ein.
BMA bietet Schulungen zu allen Inhalten rund um die Themen Zuckerherstellung, Ausrüstungen oder Prozesskomponenten. Ob Einsteiger oder Fortgeschrittene.
Unsere Expertise erstreckt sich über das gesamte Angebotsspektrum der BMA-Gruppe, einschließlich Hard- und Softwarelösungen zur Automatisierung.
BMA Automation bietet umfassende Projektabwicklung vom Erstgespräch über die Inbetriebnahme bis hin zur Begleitung des gesamten Life Cycle Managements ihrer Anlagenautomatisierung. Profitieren Sie von hervorragend geschultem Personal, weltweit verfügbaren Leistungen und der umfassenden technologischen Erfahrung der gesamten BMA Gruppe.
BMA ist Advanced Engineering Made in Germany und bewiesene Prozess-Expertise von der Rohstoffanlieferung bis hin zur Verpackung des Endprodukts. Mit unseren Innovationen sorgen wir für Investitionssicherheit und Fortschritt in der Zuckerindustrie.
BMA betreibt seit vielen Jahren ein Labor und Technikum, um neue innovative Verfahren für Kunden zu erproben.
Die Nachfrage nach Zuckeraustauschstoffen in kristalliner Form wächst. Als Anbieter integrierter Lösungen helfen wir dabei, Ihr Projekt vom Labormaßstab über die Pilotanlage bis hin zur Planung und Lieferung einer Industrieanlage zu entwickeln und umzusetzen.
Als Kompetenz-Center im Service innerhalb der Unternehmensgruppe ist BMA Assistance mit Leib und Seele Dienstleister. Unsere Zielstellung ist klar umrissen: in Fragen Sicherheit und Effizienz das Beste aus Ihren Anlagen herauszuholen - und das rund um die Uhr und über den gesamten Lebenszyklus hinweg.
Aufgrund ihrer Dimensionen und Komplexität lassen sich BMA-Maschinen und -Ausrüstungen oftmals nur als Bausatz an den Kunden ausliefern. BMA bietet in diesem Fall die Montage vor Ort durch qualifiziertes Fachpersonal an.
BMA Assistance bietet Serviceverträge mit unterschiedlichem Leistungsumfang an. Darüber hinaus ermöglichen wir unseren Kunden, ein individuelles Servicepaket zusammenzustellen – genau abgestimmt auf ihr Budget und ihren Sicherheitsbedarf.
Stetig arbeiten wir daran, unser Spektrum an innovativen Upgrade-Möglichkeiten zu Ihrem Vorteil zu erweitern.
Smart Studies/Quick Scans sind sehr nützliche Tools, wenn es darum geht, die Key Performance Indicators (KPIs) der…
Kompakt in der Bauweise, jedoch enorm in der Wirkung: Die neu in Betrieb genommene Slurrymühle von BMA in der…
Technologische Partnerschaft mit BMA verstärkt: Die Cosun Beet Company hat für ihre Zuckerfabrik in Vierverlaten zehn…
In Drayton, North Dakota, markiert der neue Verdampfungskristallisationsturm (VKT) von BMA einen Meilenstein: Zum ersten…
Schweißen ist weit mehr als nur Technik – es erfordert Präzision, die Entwicklung kreativer Lösungen und vor allem…
Seit Hans Schmidt im März 2004 zu BMA kam, betreut er von seinem Büro in Chicago aus den nordamerikanischen Markt.
BMA wünscht allen frohe und gesegnete Festtage und einen guten Start ins neue Jahr. Möge das Jahr 2025 Glück, Erfolg,…
In diesem Jahr freuen wir uns, die Aktion "Wunschbaum" erneut ins Leben zu rufen, und zwar in erweiterter Form! Nach dem…
Die neue Zuckerraffinerie von Dhaka Sugar in Bangladesch steht kurz vor ihrem Produktionsstart. Ein entscheidender…
Frau Geyer ist Key Account Managerin für die Südzucker Gruppe, Tereos Gruppe, Cristal-Union und ABF Sugar. Zu ihrer…
Seit gut einem Jahr begleitet BMA die Zuckerfabrik Wanze, ein Mitglied der Südzucker-Gruppe, bei einem besonderen…
Für die Tereos-Gruppe sind nicht nur innovative Technologien und hohe Verarbeitungskapazitäten ausschlaggebend für den…
Im Jahr 2016 hat Herr Schneider seine Arbeit bei BMA angefangen und betreut unsere Kunden aus Südostasien sowie der…
Bei BMA schätzen wir jede Gelegenheit, unsere Kollegen aus der Zuckerindustrie persönlich zu treffen. Der SASTA Kongress…
Von 5.000 auf 10.000 Tonnen Rübenverarbeitung täglich: Die Rübenzuckerfabrik Bor Şeker in der Türkei plant eine…
Mit einer detaillierten Konzeptstudie und gezielten technologischen Verbesserungen unterstützt BMA die ägyptische…
Vor zehn Jahren übernahm BMA eine Schlüsselrolle als EPCM-Partner beim Aufbau der Zuckerraffinerie Etihad im Irak. Nun…
Am 75. Geburtstag des deutschen Grundgesetzes hat die Belegschaft von BMA ein starkes Zeichen für Demokratie und…
Seit Beginn des Jahres kommt der Melasse/Magma-Mischer von BMA zum ersten Mal in einer Zuckerfabrik auf den Philippinen…
Interview mit dem Vorstandsvorsitzenden von BMA, Dr. Arend Wittenberg, veröffentlicht in der Sugar Industry Nr. 3…
Auf der Überholspur mit BMA: In der Rennsaison 2024 der Formula Student unterstützen wir als Sponsor das Lions Racing…
Von Braunschweig bis Queensland: Ein Fallfilmverdampfer von BMA findet seinen Platz im australischen Bundesstaat. Die…
Bei BMA sind wir ständig in Bewegung – und das nicht nur, wenn es um Engineering und Fertigung von Ausrüstung und…
Sie repräsentieren zwei Generationen von Richtmeistern bei BMA: Rainer Tesch, der das Berufsfeld seit vier Jahrzehnten…
Wir sind begeistert: Das Erreichen der 5.000-Follower-Marke auf LinkedIn ist für BMA ein wichtiger Meilenstein. Es zeigt…
Die Carrinho Gruppe aus Angola verfolgt das Ziel, die Lebensmittelproduktion im Land zu stärken und die Abhängigkeit von…
Umwandlung der BMA Braunschweigische Maschinenbauanstalt AG in Gesellschaft mit beschränkter Haftung (GmbH)
Unser Automatisierungsexperte Eduardo Lima zeigt Ihnen live unsere Schnittstelle für die kontinuierliche BMA Zentrifuge…
Usbekistans Zuckerfabrik Angren Shakar steigert mit BMA-Technologie die Produktion von 1.000 auf 1.400 Tonnen täglich,…
Das Jahr 2023 neigt sich stetig dem Ende zu und wir blicken zurück auf ein ereignisreiches Jahr voller Veränderungen und…
Uwe Schwanke, langjähriges Mitglied des Vorstands der BMA Braunschweigische Maschinenbauanstalt AG, ist zum 31.Oktober…
Revolutionäre Automatisierung für Zuckerindustrie! BMA setzt 2 Schweißroboter ein, um Produktionsprozesse zu optimieren…
Umweltmanagementsystem erhält Zertifizierung – CO₂-Fußabdruck soll jährlich um 4,2 Prozent kleiner werden
Wir haben uns sehr über den Besuch unserer Kunden von Ingenio La Union, Guatemala, gefreut. Der Zweck ihres Besuchs?…
Nicht nur Standort, Verarbeitungskapazität und technologische Prozesse entscheiden über den Erfolg von Zuckerfabriken.…
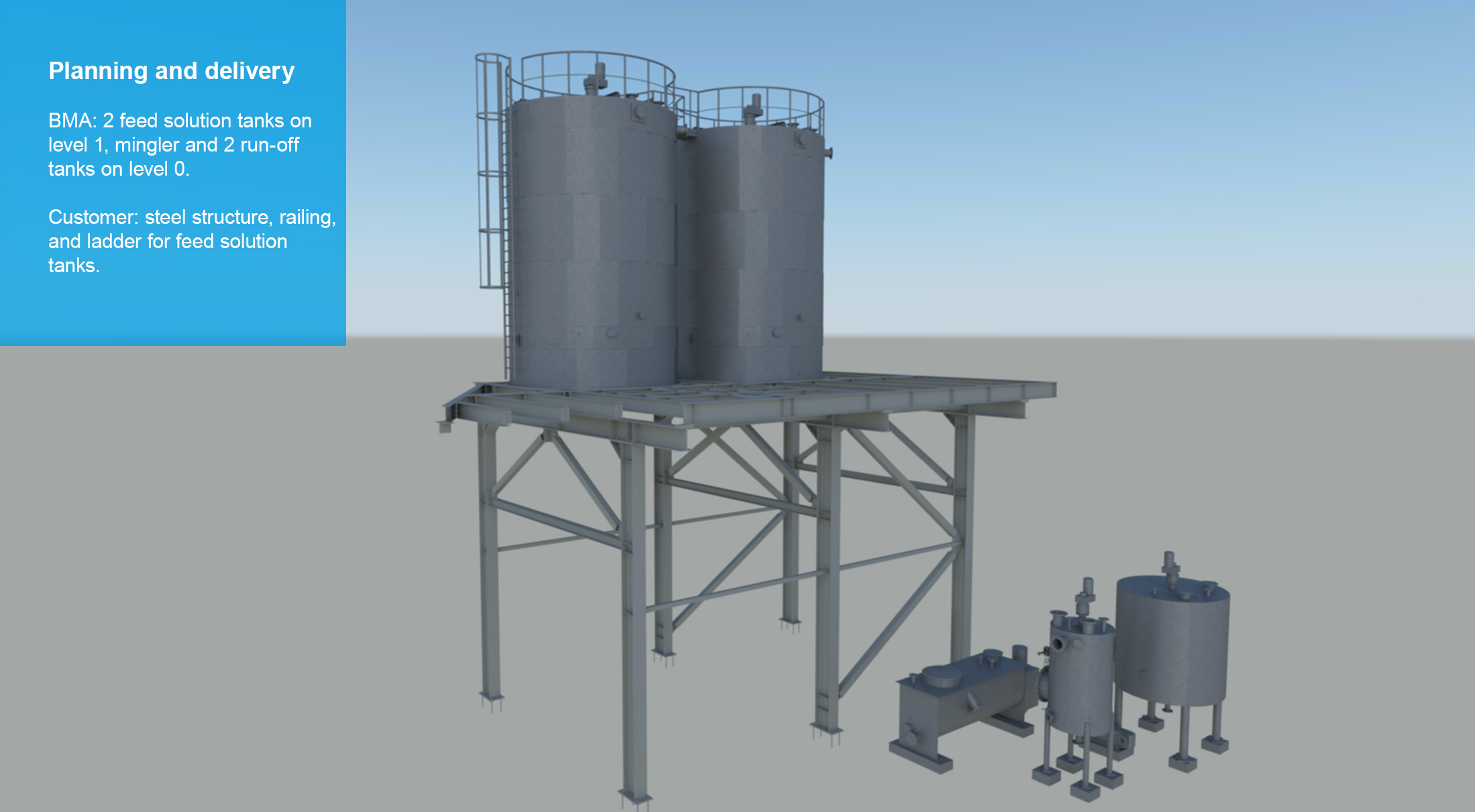
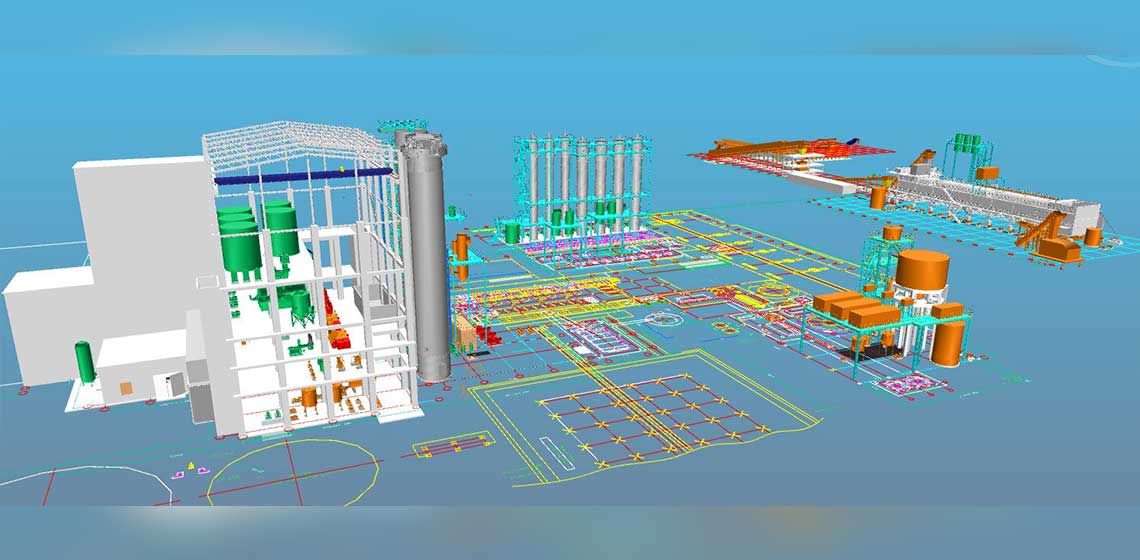
Die präzise Planung, Koordination und Umsetzung sind wesentliche Faktoren für die erfolgreiche Erweiterung einer…
In der Fertigung sind neue Videoaufnahmen mit einer Drohne entstanden. Mit diesen rasanten Videoaufnahmen wird die…
Zuckerproduktion und Zuckerraffination sind energieintensive Prozesse. Unser Ziel bei BMA ist es, alle Prozesse,…
Zuerst die Konzeptstudie, danach das Basic und Detailed Engineering, schließlich die Lieferung von Ausrüstung: An der…
Qualität kennt keine Grenzen: PT Angels Products aus Indonesien, ein Tochterunternehmen von PT Pasifik Agro Sentosa,…
Die Minn-Dak Farmers Cooperative in Wahpeton, North Dakota, und BMA blicken auf eine langjährige Partnerschaft zurück.…
Es wird eine erweiterte Modellvorstellung des Extraktionsprozesses in einem Diffuseur entwickelt, in dem der…
Vor kurzem fand ein XXL Transport für einen Kunden in Großbritannien statt. Ein BMA-Fallfilmverdampfer tritt seine Reise…
Falling-film evaporators (FFE) have been adopted as a standard feature for juice evaporation in beet sugar factories for…
Sturm Lambert hat die BMA in Braunschweig schwer getroffen. Mit dieser Nachricht möchten wir Sie darüber informieren,…
Die BMA Braunschweigische Maschinenbauanstalt AG stellt sich für die Zukunft neu auf: Der Aufsichtsrat hat Dr. Arend…
BMA erhält Auftrag für die Produktion von 17 Zentrifugen für einen der größten Zuckerproduzenten Lateinamerikas: die…
BMA übergibt eine Spende an das Deutsche Rote Kreuz (DRK) für ihre Arbeit in den Erdbebengebieten der Türkei und Syrien.…
Angren Shakar erweitert die modernste Raffinerie in Zusammenarbeit mit BMA in Usbekistan. Produktionssteigerung durch…
Kristallfuß 1 - mehr Produktqualität, weniger Energieverbrauch. Die Produktion von Kristallfuß 1, wird von BMA geplant,…
BMA erreicht 4.000 Follower bei LinkedIn – wir bedanken uns für das große Interesse! Auch mit Facebook und dem…
Gutes Jahr am neuen Standort. Geschäft mit Service und Ersatzteilen in der Zuckerindustrie sorgt für mehr Aufträge.
Im Dezember 2020 entschied sich die Rübenzuckerfabrik Minn-Dak Farmers Cooperative in Wahpeton, North Dakota, den…
Gemeinsam mit BMA hat Fazer die Kristallisationsanlage für Xylose und Xylitol erfolgreich in Betrieb genommen.…
BMA hat den Auftrag bekommen, eine Zuckerraffinerie in den Oman zu liefern. Die Raffinerie zeichnet sich durch moderne…
Weil bei drei Kühlungskristallisatoren die Kühlwasserschlangen undicht waren, sollte die Anlage ursprünglich durch eine…
Rohrzuckerfabrik El Potrero: BMA ersetzt 34 Zentrifugen - Projekt schließt Studie zu Effizienzsteigerung und…
Durch Retrofit zu neuer Höchstform. BMA versieht Anlagen von taiwanesischer Zuckerraffinerie mit moderner…
In der Zuckerindustrie kehren die Präsenzmessen zurück. Wir von BMA finden das fantastisch und planen schon fleißig die…
K3300F – die neue kontinuierliche Zentrifuge von BMA . Weiterentwicklung erhöht die Effizienz und senkt den…
BMA Extraktionsturm in Zuckerfabrik in Tienen: Hohe Verarbeitungskapazität, große CO2-Einsparung und Rübenverarbeitung…
Am 18. und 19. April konnte die Jahrestagung der Zuckertechnologen endlich wieder in Orlando, USA stattfinden – mit…
BMA repariert Extraktionsturm. BMA steht für hohe Qualität und Langlebigkeit.. Sollte es einmal zu einem Problem kommen,…
Am Aufbau der neuen Zuckerraffinerie von Dhaka Sugar, die eine Verarbeitungskapazität von 3.000 Tonnen pro Tag haben…
BMA ist für die Schulung des Teams von Dhaka Sugar verantwortlich.. Zum Start hat das Training unter besonderen…
Die Leistungsfahrt der neuen Serie der BMA Magmapumpen bestätigt, dass das Entwicklungsziel erreicht ist.
Test 1 Deutsch Metadaten Abstract
Im Oktober dieses Jahres war es endlich wieder möglich, das BMA Agents Meeting vor Ort durchzuführen. Diese…
Zentrifuge E1810 wird von BMA an Zuckererzeuger Magyar Cukor in Kaposvar geliefert. Die Zentrifugen zeichnen sich durch…
Im Auftrag der Zuckerfabrik von La Providencia plant BMA die Erweiterung der Rohrkapazitäten der bestehenden…
Bei der Leistungsmessung erreichen unsere neuen Magmapumpen sehr gute Werte
Gemeinsam mit dem Management von BMA, Dr. Dirk Steinbrink und Herr Uwe Schwanke, plant AUCTUS eine Fortsetzung der…
Weltweit setzt die Zuckerindustrie auf die kontinuierliche Zentrifuge von BMA.
New user interface for E series and K series from BMA. BMA sets new standards in the sugar industry. Customer…
BMA patents in the sugar industry – optimised BMA processes significantly improve performance and innovative BMA…
BMA commissions new sugar refinery for Zucarmex in San Diego. With our remote solution, the professionals from BMA were…
Centrifugal retrofits – plant upgrades. Upgrade your centrifugal control systems for campaign success and lower…
Sugar beet campaign support. BMA campaign service for emergencies. Repairs during the campaign. Repairs and servicing of…
Online training sugar industry. BMA offers training courses on topics including sugar beet extraction, sugar cane…
Newsletter sugar industry. BMA expands its range of digital services, offering webinars, online presentations & a…
BMA agents' conference
BMA supplies E1810 centrifugals to Kayseri Sugar Factories Inc. The new centrifugals use less energy and produce more…
Refinery technology from BMA for China’s most cutting-edge sugar factory owned by Dafeng Yinmore Sugar, a subsidiary of…
BMA Ukraine
digital sugar industry
BMA Kühlungskristallisators Facelift. Dauerhaft sehr guter Wärmeübergang. Ausgezeichneter Selbstreinigungseffekt. Stark…
Gamification - Der Ansatz um spielend zu lernen! Wie Unternehmen ihren Teams spielerisch Wissen vermitteln können. So…
BMA K3300 hat drei kontinuierliche Zentrifugen an die Agrana Zucker GmbH zur Erneuerung der Zentrifugen im Bereich…
Rohrzuckerfabrik und Nachhaltigkeit. Zum Bau einer Zuckerrohrfabrik hat Kapal Api den Auftrag für die Konzeptstudie und…
BMA Zentrifugen Fernzugriff für GPT. Mit der Hilfe der leistungsstarken Mitwirkung durch den Kunden war unsere erste…
BMA was main contractor and supplied an extraction plant, sugar-end equipment and bagging station for the sugar factory…
BMA started to develop a comprehensive digital platform two years ago. Its name: smart4sugar. smart4sugar forms the…
BMA is working on a study on the crystallisation behaviour of solutions containing xylose or xylitol for the Finish…
By now it is a good Tradition to introduce members of the BMA team. This time we talk to Caroline Ulsamer, one of the…
A first falling-film evaporator (FFE) for use as the first effect was commissioned in 2018. Because of the low ceiling…
Several years ago, the American Crystal Sugar Company (ACS) started to systematically modernise their Drayton, North…
In close collaboration between BMA Russia and BMA Braunschweig, we assembled and commissioned a new sugar drying plant…
Everything for Canal Sugar. From beet washing to the refinery, on an area measuring 60 m in width and up to 700 m in…
A new chapter in a successful collaboration: because of the COSUMAR Group’s positive experiences with equipment from…
Nordzucker expanding and upgrading their sugar house – with the help of BMA. They wanted to replace the existing batch…
At the start of the project, BMA prepared a basic concept for the refinery process, focusing on the evaporator station…
BMA has completed a brand new mini refinery for Sucro Canada in with a DVK, strike receiver, E1390 centriufugal, drum…
New technologies and ways of improving the sugar process by optimising energy consumption in a mexican sugar plant. BMA…
Optimizing energy efficiency is one of our goals. In 2020 we were successfully certified according to the ISO 50001:…
The intranet-based BMA Enterprise Quality Management links all employees of the BMA Group. In the office, at a customer…
The BMA sugar research centre also plays a major role. Frequently, there is not enough information about the properties…
Dr Omkar Thaval works as a Senior Technologist in the Engineering department at BMA AG in Braunschweig. In this…
BMA America moved from Greeley to Charlotte, North Carolina. This is the result of a fundamental review and evalutation.…
In our Braunschweig / Germany workshops, a Robot-based production system that forms part of a new production line at…
Buying a new sugar centrifugal is an investment decision that requires careful consideration, not just in times when…
BMA has been doing business in Nigeria for about 40 years. We played a major role in building the country’s first cane…
This article gives you an overview of more than 150 years developent of different BMA Centrifugal types. It starts with…
At the Kaset Phol cane sugar factory site, located between the cities of Khon Kaen and Udon Thani in the north of…
BMA Russia has been consistently expanding the manufacture of technical equipment. As a result, far more locally…
The Ukrainian PAO Salivonkovsky Sugar Factory had set itself a number of goals: upgrade its drying plant for beet pulp,…
What innovations are there for sugar? The BMA Board of Directors talks about future developments in the sugar industry…
New sugar factory in Egypt from BMA – the Al Nouran sugar factory in Egypt was commissioned in spring 2018.
BMA boosts the development of sugar beet business in China with the construction of a 5,000 t/d sugar plant. The first…
Success: Dafeng Yinmore Sugar’s refinery has started production. Products supplied by BMA included a VKT, three…
Molasses-massecuite mingler technology from BMA has conquered the Latin American market. The MMM enhances treatment of C…
BMA increases the capacity of a VKT in Latin America by adding a chamber, making it the first 5-chamber VKT on the…
New falling-film evaporator from BMA replaces plate pack design. The new FFE responds immediately to process load…
New drum dryer and cooler from BMA for North Dakota helps the factory cope with the large differences in temperature…
Increasing the capacity of a sugar factory in Ukraine: upgrade of the drying system with addition of a vertical…
First falling-film evaporator from BMA in Australia requires less cleaning and reduces steam consumption and sugar…
The concept for juice purification from BMA: increases purity of the thin juice, requires less СаО, and reduces…
First stage of the Al Reef sugar refinery project successfully completed, thanks to the latest machinery and equipment…
Better energy economy and higher output: four falling-film evaporators and a VKT for the SUTA sugar factory.
New capabilities at Dobrovice: BMA replaces the old cossette mixer with a new extraction plant with a higher processing…
First Nigerian sugar symposium: BMA assists Nigerian sugar producers in making Nigeria self-sufficient in sugar.
Digital technologies in the sugar industry: With smart4sugar, BMA is working towards connecting machinery and plants,…
BMA Symposium in Braunschweig: a panel discussion with the title "Smart enough?” on the sugar industry in the digital…
smart4sugar: data analysis for better decision-making, availability of operating data from anywhere, greater efficiency.…
smart.sequencing – a smart operation control system for batch centrifugals that considerably reduces the operator’s…
BMA has developed a system for automated dosing of flocculants. For better dewatering and low-cost disposal of sewage…
Passion for Progress: BMA promotes innovation and achievements. Continuous improvement centres on centrifugals from BMA.…
Automation for better crystallisation results. Better sugar quality and less energy consumption in cane sugar factories.…
BMA makes important contribution to the food industry: laboratory tests assess the crystallisation properties of sugar…
Perfectly divided: cycle time manufacturing of centrifugals at BMA for high-quality products, short lead times, high…
Face-to-face discussions with customers and partners at the Fenasucro & Agrocana fair in Brazil. BMA's smart4sugar…
Engineers from across the globe meet at BMA’s Braunschweig site to share experiences and knowledge.
#TeamBMA is an international football team: the BMA team unites colleagues from Australia, Brazil, Cameroon, El…
Careers at BMA – good staff are a key element in BMA’s success. Which is why we’re committed to future-proof,…
BMA MENA moves to new offices in Tunis at a strategic site, the Kheireddine business district in the north of the city. …
A BMA employee talks about his passion, ballooning. In this article, we join him on his journey.
BMA Russia is the largest engineering firm in the sugar sector in Eastern Europe: consulting, manufacturing, automation,…
Der Vorstand von BMA über Erfolgsfaktoren in der Zuckerindustrie. Von der Extraktion bis zur Zuckertrocknung: Neue…
BMA baut imposante Zuckerraffinerie für Dafeng Yinmore Sugar: mit Verdampfungskristallisatoren,…
Successful Engineering Network from BMA provides basic engineering, detailed engineering and piping design. The Yunnan…
Komplettlösungen von BMA sorgen für hohe Effizienz in Zucker- und Nahrungsmittelindustrie. Optimale Ausrüstungen für…
Basic- und Detail-Engineering von BMA für thailändische Rohrzuckerfabrik der Mitsui Group: für mehr Effizienz, bessere…
Verdampfstation von BMA sorgt für mehr Leistung der Zuckerfabrik in Kirsanow in Russland. Fallfilmverdampfer-Technologie…
Trockner von BMA steigern Energieeffizienz und Wirtschaftlichkeit in Rübenzuckerfabrik in Grebenki in der Ukraine.…
Verdampfungskristallisatoren, Trockner, Kühlung, Zentrifugen, Verteilermaischen: BMA versorgt Rohrzuckerfabrik in…
Zuckerrohr-Diffuseure von BMA sind in Zuckerfabriken in Äthiopien erfolgreich im Einsatz. Vorteile: höhere Leistung,…
Verdampfungskristallisatoren, Pumpen, Zentrifugen, Trockner, Diffuseur: Zuckerraffinerien in Indonesien erweitern…
Periodische und kontinuierliche Zentrifugen: BMA AG und BMA Brasilien beliefern brasilianischen Markt. Lokale…
Kompetenz in Engineering, Projektmanagement, Fertigung: BMA Amerika baut Trommel für TV-Erfolgsserie „Goldrausch in…
Erfolgsfaktor BMA-Kühlungskristallisator: In El Salvador, Indien, Mexiko und Senegal steigern Zuckerfabriken Ertrag. 20…
Zur besseren Digitalisierung und Automation von Prozessen: BMA Automation erweitert Kompetenzen. Zucker-, Lebensmittel-…
Extraktionstürme für Rübenzuckerindustrie: BMA leistet Pionierarbeit. In 33 Ländern sind Extraktionsanlagen im Einsatz.…
Dokumentenmanagementsystem von BMA: Internetbasiertes DMS sorgt für besseren Datenfluss und mehr Transparenz. IEC-Norm…
Vorfertigung, Umformung, Oberflächenbehandlung: Von BMA-Anlagen mit großem Volumen profitieren Zuckerindustrie, Stahl-,…
Neue Magmapumpe von BMA: DRP-Baureihe für Fördervolumina von 2 bis 120 Kubikmeter in der Stunde. Zwei-Kammer-Prinzip für…
Von Engineering über Fertigung bis Projektmanagement: Internationales Kompetenznetzwerk von BMA zahlt sich aus – 600…
After-Sales-Service von BMA: Wartung und Instandhaltung erhöhen Anlagenverfügbarkeit in Zuckerfabriken. Mehr Durchsatz…
Neue kontinuierliche Zentrifuge K3080 von BMA, ideal für kleinere Zuckerfabriken dank Kompaktheit, hohen Durchsatz und…
Abteilung Research & Development von BMA: So sorgen Spezialisten in Engineering und Konstruktion für technologische…
Corporate social responsibility at BMA: IHK Braunschweig rewards CSR initiative. Lower Saxony Foreign Trade Award for…
BMA China expandiert im Herzen der Rohrzuckerindustrie: Gründung von BMA Nanning und neue Fertigung in Nannings Yinkai…
Neuigkeiten und aktuelle Informationen in der Zuckerindustrie gibt’s auf Messen und Kongressen. Zuckertechnologen von…
Mitarbeiter von BMA engagieren sich für guten Zweck: beim Feuerwehr-Pulling in Wolfenbüttel. Hohe Beteiligung beim…
Geschäftsführer BMA-Gruppe: Uwe Schwanke, Dr. Rolf Mayer, Dr. Christian Beer (Deutschland). Alan Kincaid (USA). David…